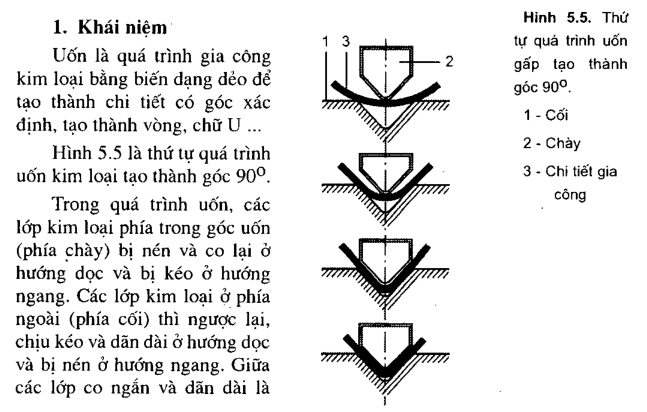
I.UỐN KIM LOẠI
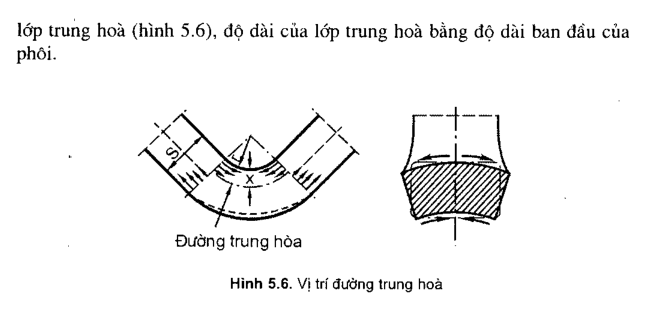
– Như vậy, có thể thấy lớp trung hoà không phải là một lớp mang tính chất vật lý nào đó, có thể thấy được mà nó là một mặt cong quy ước chạy qua các lớp phôi khác nhau.
– Khi uốn những phôi có dải hẹp, thường xảy ra sai lệch rất lớn của tiết diện ngang, kèm theo sự giảm chiều dày của vật liệu ở chỗ uốn, sự dịch chuyển của lớp trung hoà về phía thớ bị nén và sự thay đổi hình dạng chữ nhật của tiết diện ngang thành dạng hình thang.
– Khi uốn phôi có tiết diện khác (hình tròn, đa giác) đặc tính biến dạng của tiết diện ngang sẽ khác, mức độ biến mỏng cũng khác và do đó vị trí của lớp trung hoà cũng sẽ khác.
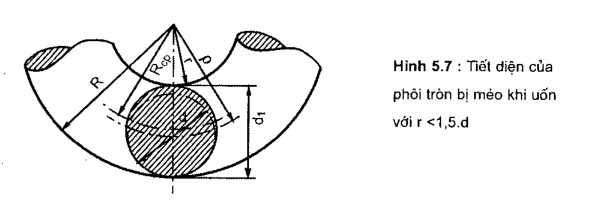
– Qua khảo sát cho thấy, khi uốn một thanh tròn đường kính (d) xung quanh khuôn (chày) có bán kính r > 1,5.d, thì tiết diện ngang thường không thay đổi và vẫn giữ nguyên là tròn.
– Trong trường hợp khi uốn thanh tròn có bán kính uốn nhỏ (r <1,5.d) thì sau khi uốn tiết diện của phôi sẽ bị méo và trở thành hình ô van (hình 5.7).
– Uốn các phôi kim loại cán định hình khác (U, I, L …) thường được tiến hành trên các máy uốn chuyên dùng.
– Trong các nguyên công uốn kim loại, nguyên công uốn các vòng của bản lề được sử dụng rộng rãi. Trường hợp này thường dùng chày có rãnh nửa tròn (hình 5.8)
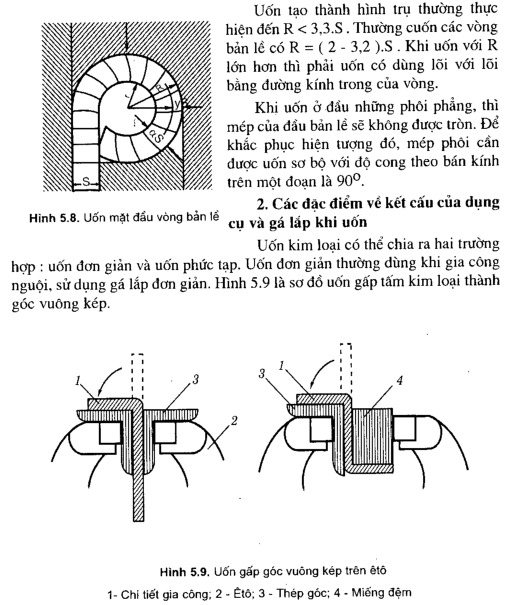
– Chi tiết trước khi gấp được cắt và sửa nguội theo kích thước trên bản vẽ. Kẹp chi tiết 1 vào êtô giữa hai miếng thép góc 3 và gấp một đầu góc vuông, sau đó thay một miếng thép góc bầng tấm đệm kim loại 4 để gấp góc vuông kia.
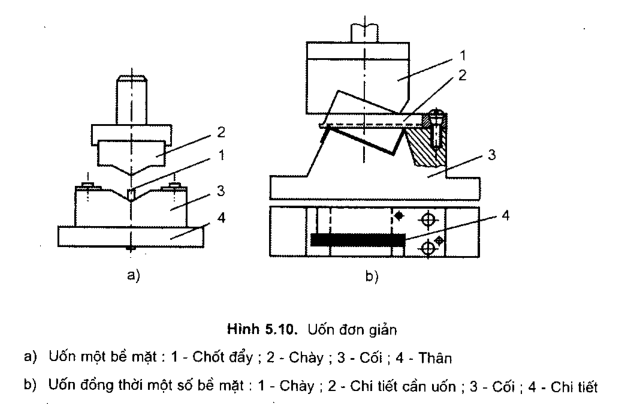
– Uốn đơn giản cũng được sử dụng trên máy ép, dùng một bộ chày cối thực hiện uốn một bề mặt hoặc uốn đồng thời nhiều bề mặt (hình 5.10 a, b).
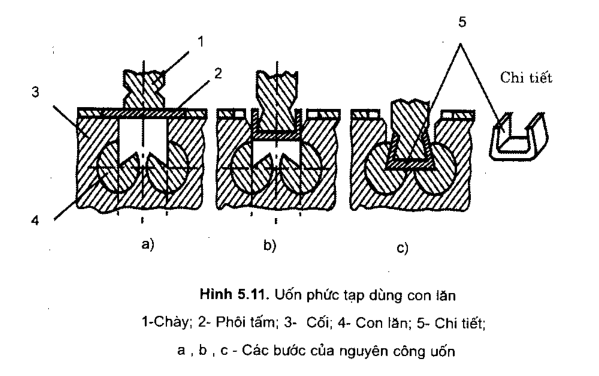
– Uốn phức tạp thường dùng trên máy, trong một nguyên công có thể uốn được nhiều bề mặt phức tạp bằng nhiều chày theo nhiều hướng khác nhau. Hình 5.11 là sơ đồ uốn phức tạp bằng con lăn, từ dập cắt, gấp góc vuông và tạo hình chi tiết
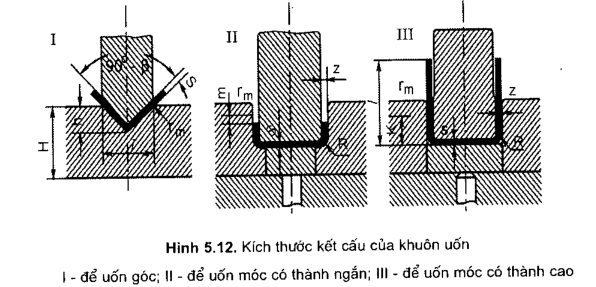
– Các đặc điểm về kết cấu của dụng cụ khi uốn bao gồm: khe hở giữa chày và cối, bán kính cong của cối, chiều sâu lòng khuôn cối …
– Trong trường hợp uốn những chi tiết nhỏ, bán kính cong của cối thường lấy rm = (2 ~ 3)S, trong đó s là chiều dày phôi cần uốn. Bán kính cong ở đáy cối R, R = (0,6 -0,8).(r + S) (hình 5.12)
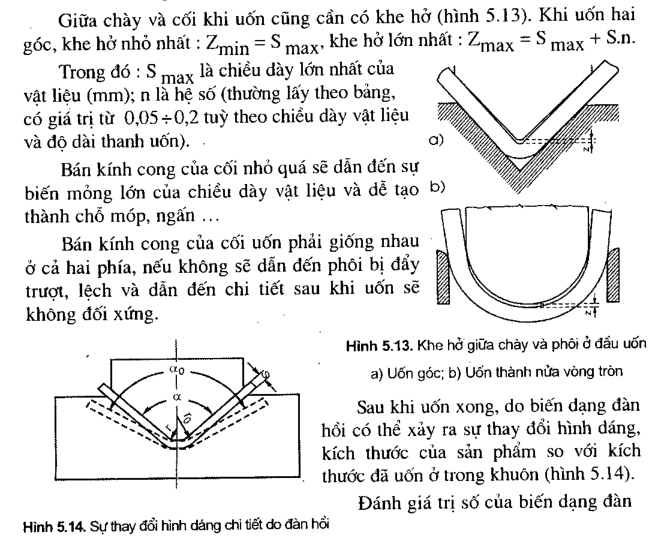
hồi có thể thực hiện bằng hai phương pháp : phương pháp tính toán giải tích trị số của biến dạng đàn hổi và phương pháp thực nghiệm.
Khi uốn tự do, trị số biến dạng đàn hồi phụ thuộc vào tính chất đàn hồi của vật liệu, mức độ biến dạng khi uốn (tỉ số r/S), góc uốn và biến dạng khi uốn (hình chữ V hoặc u …).
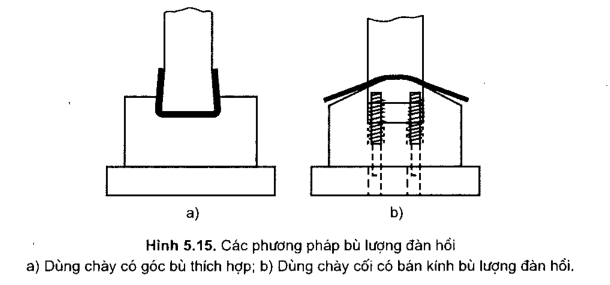
– Trong các sổ tay chuyên ngành thường cho các đổ thị xác định thực nghiêm giá trị đàn hổi. Để bù lại lượng đàn hồi, cần thay đổi các thông số của chày cho phù hợp. Ví dụ : khi uốn hai góc vuông, ta thay đổi góc của chày (hình 5.15a) hoặc phần giữa được uốn với bán kính có bù cho phù hợp (hình 5.15 b)
2. Mômen uốn và Ịực uốn
– Giá trị của mômen uốn và lực khi uốn được xác định từ điều kiện cân bằng mômen của nó với mômen nội lực, trong đó mômen nội lực bao gồm mômen sinh ra từ các ứng suất pháp tuyến trong vùng biến dạng (kéo và nén).
– Để xác định mômen nội lực cần phải biết sự phân bố ứng suất theo tiết diện ngang và trị số ứng suất lớn nhất đối với mức độ biến dạng đã cho.
Trong các tài liệu chuyên ngành có các bảng đưa ra các sơ đồ phân bố ứng suất thực tế được xây dựng từ lý thuyết biến dạng dẻo có tính đến các điều kiện thực tế của quá trình uốn.
3. Phương pháp uốn ống
– Uốn ống có thể thực hiện bằng nhiều phương pháp : Uốn trên những đồ gá, uốn nằm giữa hai con lăn (hình 5.18a), uốn trên các máy uốn chuyên dùng (hình 5.18b), uốn trên các khuôn dập (hình 5.18c và d).
– Trên (hình 5.18c), khuôn uốn có các con lãn để giảm ma sát khi uốn ống có đường kính nhỏ; còn trên (hình 5.18d), khuôn uốn có các má uốn dịch chuyển. Trong trường hợp này, khi uốn ống thành vòng được tiến hành theo ba bước : uốn một đầu theo bán kính đã cho rồi uốn đầu thứ hai và cuối cùng cuốn toàn bộ vòng lại.

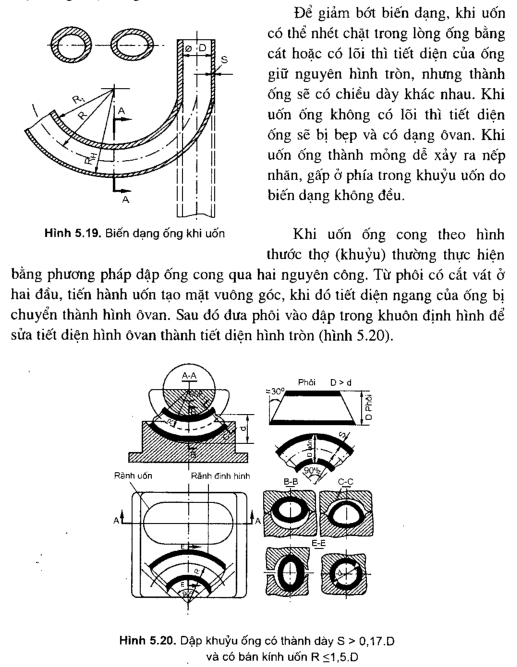
– Bán kính nhỏ nhất khi uốn ống phụ thuộc vào loại vật liệu, chiều dày của thành ống và phương pháp uốn. Trong quá trình uốn, tiết diện ngang của ống bị biến dạng rất lớn, chiều dày thành ống giảm xuống ở mặt ngoài, còn mặt trong được tăng lên (hình 5.19).
Mọi chi tiết hoặc phản ánh về dịch vụ xin vui lòng liên hệ:
CÔNG TY TNHH MỘT THÀNH VIÊN INOX BÌNH MINH
- Địa Chỉ: 466/26 Tân Kỳ Tân Quý, P. Sơn Kỳ, Q. Tân Phú, TpHCM
- Điện thoại: 0909.404.386
- Email: info@inoxbinhminh.vn
- Website: //inoxbinhminh.vn